電気融着継手とは何ですか?またどのように機能しますか?
ビュー: 0 著者: サイト編集者 公開時間: 2025-08-20 起源: サイト
お問い合わせ
電気融着継手はポリエチレンパイプを接合します。内蔵の加熱コイルを使用します。これらのコイルはパイプと継手の表面を溶かします。これにより、それらがしっかりとくっつきます。多くの業界が水道管やガス管に電気融着を採用しています。このプロセスにより、強力で漏れのない接合部が作成されます。電気融合は以前よりも人気が高まっています。現在、スマート システムと IoT テクノロジーが使用されています。これらは、リアルタイムの監視と品質チェックに役立ちます。以下の表は、パイプの電気融着における急速な成長と新しいアイデアを示しています。
電気融合について知ることは、設置者、エンジニア、メンテナンス チームに役立ちます。これにより、HDPE および MDPE 配管システムに最適な継手を選択できるようになります。
重要なポイント
電気融着継手はポリエチレンパイプを接続します。内部には加熱コイルが使用されています。コイルがパイプや継手を溶かします。これにより、それらがしっかりとくっつきます。接合部がしっかりしていて漏れません。
これらの継手は簡単に取り付けることができ、狭いスペースでもうまく機能します。手の届きにくい場所でも活躍します。彼らが作る接合部はパイプよりも強いです。
パイプを十分に準備して掃除する必要があります。適切なツールを使用する必要があります。これは、電気融着接合部を安全かつ強力にするのに役立ちます。
電気融着は、水道、ガス、化学パイプに最適です。狭いスペースや修理に最適です。 バットフュージョンは 、大きくて真っ直ぐなパイプや長いパイプの場合に適しています。
労働者にとってトレーニングは重要です。注意深くチェックすることで、一般的な問題を防ぎます。これにより、電気融合パイプ システムが安全に保たれ、正常に動作します。
電気融着継手
意味
電気融着継手は、ポリエチレンパイプを接合する特殊な部品です。メーカーは高品質の新しい樹脂を使用して製造しています。この樹脂は ASTM F1055 などの厳しい規則を満たさなければなりません。各フィッティングには品質を追跡およびチェックするためのバーコードが付いています。フィッティングの内部には加熱コイルがあります。これらのコイルに電気が流れると、コイルが熱くなります。熱により継手の内側とパイプの外側が溶けます。これにより、漏れのない強力な接合が得られます。電気融着継手は、水、ガス、その他の液体を移動させるパイプに適しています。一般的なタイプには、電気融合カップリング、エルボ、ティー、サドルなどがあります。継手はPE100またはPE4710を使用しており、丈夫で長持ちします。
主な特長
電気融着接続具は、その特別な設計とその機能の点で異なります。
ヒント: 各フィッティング内の加熱コイルは、融合を正確かつ信頼性の高いものにするのに役立ちます。
正確な融着: 加熱コイルは接合する必要がある部分のみを融解します。これにより、小さなレベルで強固な結合が形成されます。
自動化: 機械が時間と熱を制御します。これにより、間違いを防ぐことができ、毎回同じ結果が得られます。
汎用性: これらの継手は、PE100、PE4710、PE3608 などのさまざまな種類のポリエチレン パイプに使用できます。
強力なジョイント: 多くの場合、ジョイントはパイプ自体よりも強力です。
簡単な取り付け: 大きな工具は必要ありません。狭い場所や硬い場所でも金具を取り付けることができます。
互換性: 電気融着継手は、AWWA、ASTM、NSF などの水とガスに関する規則を満たしています。
以下は、電気融着フィッティングとバットフュージョンフィッティングがどのように異なるかを示す表です。
特徴 |
電気融着継手 |
バットフュージョンフィッティング |
接続方法 |
内部の電熱線が発熱し、継手の内側とパイプの外側だけを溶かします。 |
パイプと継手の端は外側がプレートで加熱され、押し込まれます。 |
暖房エリア |
継手の内側とパイプの外側のみが熱くなります。 |
パイプや継手の端全体が熱くなります。 |
調整要件 |
慎重に整列する必要はありません。難しい場所や難しい場所に適しています。 |
パイプと継手の端を正しく揃える必要があります。 |
オートメーション |
機械が溶接時間と熱を制御します。 |
手動で行うことも、機械の助けを借りて行うこともできます。スキルが重要です。 |
装置 |
電力をあまり使わない特殊な小型溶接機を使用します。 |
プレートとクランプを備えた大型の機械を使用します。もっと力が必要です。 |
適切なパイプサイズ |
小さなパイプや扱いにくい形状に適しています。 |
大きなパイプや長いラインに適しています。 |
アプリケーションシナリオ |
扱いにくい配管接続部、都市ガス、飲料水の配管の修理、交換に最適です。 |
上下水道、工場配管などの太い幹管に適しています。 |
接合強度 |
パイプよりもさらに強力な接合部を作ります。 |
パイプよりも強度の高い、強固な接合を実現します。 |
耐薬品性および耐圧性 |
化学物質、高圧、地面からのストレスの処理に優れています。 |
化学薬品や熱にも非常に優れています。 |
インストール |
機械の助けを借りて素早く簡単に装着できます。 |
組み込むにはさらなるスキルと慎重な作業が必要です。 |
一般的な用途
多くの仕事では、安全で強力なパイプ接合を作成するために電気融着継手が使用されています。
電気融着は水道用ポリエチレン管の接合に重要です。作業員は、ガス管、水道管、工場などでこれらの継手を使用します。この継手は、厳しい安全規則を満たす、強力で漏れのない接合を実現します。
通常の使用例は次のとおりです。
天然ガスやプロパンを運ぶパイプ
市の水道管
工場内のガス管や化学プラント
防火パイプ
鉱山や埋立地のパイプ
給水および配管用のパイプ
電気融着カップリングや、減速機や移行継手などの他のタイプは、異なるサイズや材質のパイプを結合するのに役立ちます。電気融着フィッティングの取り付け方法により、各接合部が圧力や過酷な条件に確実に対処できるようになります。
注: 電気融着継手は、地下のパイプや安全性と強度が最も重要な場所に非常に役立ちます。
電気融着法
電気融着プロセスにより、ポリエチレン パイプ間に強力で信頼性の高い接続が作成されます。この接合プロセスでは、加熱コイルが埋め込まれた特殊なフィッティングを使用します。コントロールユニットが熱とタイミングを管理します。以下の手順では、安全で耐久性のある接合を実現する方法を説明します。
準備手順
適切な準備は、電気融合プロセスの最も重要な部分です。清潔でよく準備された表面は、パイプが分子レベルで結合するのに役立ちます。最良の結果を得るには、次の手順に従ってください。
パイプと継手の表面を水と中性洗剤で掃除してください。泥、ほこり、グリース、その他の不純物をすべて取り除きます。ガソリンなどの強力な溶剤は使用しないでください。
適切なカッターを使用して、パイプの端を真っ直ぐに平らに切ります。必要に応じてエッジのバリ取りと面取りを行います。
パイプの円周の少なくとも 3 分の 1 に、削る領域に印を付けます。この領域を継手の挿入深さを少なくとも 10 mm 超えて拡張します。
スクレーパーを使用してパイプの酸化層を除去します。サンドペーパーは使用しないでください。 63mmまでのパイプの場合、約0.1mmの深さで削ります。太いパイプの場合は0.2mm程度削ります。
削った部分を洗剤で再度拭きます。表面が乾いていることを確認してください。継手は使用直前までパッケージに入れたまま保管してください。
パイプに挿入深さをマークします。このマークは継手の半分の長さと一致する必要があります。
パイプを継手に静かに挿入します。アライナーを使用して、すべてをまっすぐに保ちます。パイプが合わない場合は径や形状を確認してください。
ヒント: 融合の直前に必ずパイプをこすってきれいにしてください。少量の汚れや油でも接合部が弱くなる可能性があります。業界の専門家は、洗浄手順を省略することが接合部の故障の一般的な原因であると述べています。
核融合と冷却
融合ステップでは、電気融合フィッティング内の加熱コイルを使用します。コントロールユニットはコイルを介して電気を送ります。コイルが加熱すると、継手の内側とパイプの外側が溶けます。これにより、材料が混ざり合うときに強力な結合が形成されます。
制御ユニットは金具のバーコードを読み取ります。このバーコードは、使用する熱量と時間を機械に伝えます。
マシンは融合サイクルを開始します。温度とタイミングを正確に保ちます。
加熱後、機械は停止します。ジョイントは自然に冷える必要があります。冷却中にパイプを動かしたり、圧力をかけたりしないでください。これにより、接合部が強くなり、漏れが起こりにくくなります。
電気融着プロセスは、狭いスペースや修理に適しています。大型の機械やオープンパイプエンドは必要ありません。比較すると、で使用されているようなバットフュージョン法は、 FusingX Butt Fusion Fitting では、 パイプの両端をホット プレートで加熱し、互いに押し付ける必要があります。バットフュージョンは、大型の真っ直ぐなパイプや長い配管に最適です。電気融着は、小さなパイプ、修理、またはスペースが限られている場所に適しています。
検査
接合部を検査することで、電気融合プロセスが正しく機能していることが確認されます。最新の技術では、超音波アレイ画像を使用して関節をチェックします。この方法では、関節に音波を送り、内部の画像を作成します。
検査員は、電熱線、融着領域の長さ、コールド スポットを確認できます。
このシステムは、空隙、融合不良、閉じ込められた汚れなどの欠陥を検出できます。
この検査は迅速であり、パイプを損傷することはありません。パイプの使用前およびサービス中に機能します。
失敗の原因 |
説明 |
不適切な表面処理 |
外層や潤滑剤を除去しないと、接合部が弱くなる可能性があります。 |
Fusion インターフェースの汚れ |
表面に汚れ、ほこり、または油が付着すると、漏れや脆弱な部分が発生する可能性があります。 |
配管のズレ |
真っ直ぐでないパイプはうまく接着できない場合があります。 |
埋め戻しによるひずみまたは不安定性 |
ジョイントが冷える前にパイプを動かしたり、圧力をかけたりすると、故障の原因となる可能性があります。 |
炭化水素の透過 |
土壌中の化学物質がパイプの壁に入り込み、接合部を弱める可能性があります。 |
環境条件 |
寒さや雨天は、接合部の形成の程度に影響を与える可能性があります。 |
注: 注意深く検査し、すべての手順に従うことで、これらの一般的な問題を防ぐことができます。適切なトレーニングと適切なツールは、電気融着ジョイントの品質に大きな違いをもたらします。
利点
接合強度
電気融着 ジョイントにより、パイプ同士が非常によくくっつきます。このプロセスによりパイプと継手は溶解され、しっかりと接合されます。これにより、パイプと同じくらい強力な結合が得られます。ジョイントにはガスケットやボルトを使用しません。つまり、弱点が少なくなります。漏れの発生を防ぐのに役立ちます。ジョイント内部は滑らかです。これにより、水やその他の液体がきれいに保たれます。内部でバイオフィルムが成長するのを防ぎます。 電気融着 接合部は錆びたり、化学薬品によって損傷されたりしません。高温にも低温にも対応できます。また、高圧や重量にも耐えます。これらのことから、 電気融合は 長期間使用されるパイプラインにとって優れた選択肢となります。
ヒント: 電気融着 ジョイントは修理の必要がなく、漏れもありません。これにより、後でパイプを修理する費用が節約されます。
多用途性
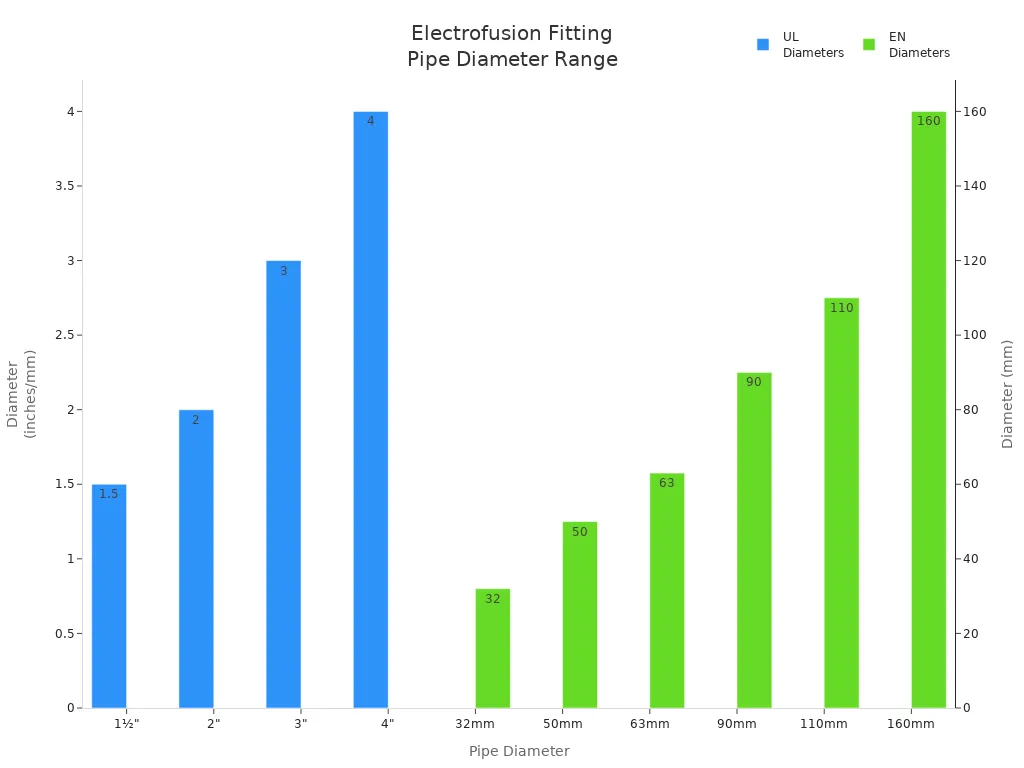
電気融着継手は、 さまざまなサイズとタイプのパイプに対応します。小さなパイプと大きなパイプに適合します。そのため、さまざまな種類の仕事に適しています。以下の表は、サポートされるサイズと用途を示しています。
側面 |
詳細 |
対応パイプ径(UL) |
1 1/2インチ、2インチ、3インチ、4インチ |
サポートされているパイプ径 (EN) |
32mm、50mm、63mm、90mm、110mm、160mm |
溶接機の能力 |
あらゆるパイプのサイズまたはタイプの溶接設定を自動的に計算します |
適切な用途 |
製品ライン、ベントライン、蒸気ライン、地上および地下 |
配管の柔軟性 |
ベントラインには半硬質、製品ラインにはフレキシブル |
Gemini™ 二次封じ込め |
複雑なレイアウトに対応するツーピース設計 |
メーカーはさまざまなサイズの 電気融着継手を作成しています 。 1/2 インチから最大 63 インチ (2000mm) まで対応します。これらの製品はさまざまな国の規則を満たしています。これは、彼らが多くのプロジェクトや場所で働いていることを示しています。
安全性
電気融着 継手はパイプを安全に保ちます。 ISO 4427、ISO 4437、EN 12201、EN 1555 などの厳しい規則に従っています。これらの規則により、継手は応力、圧力、熱または寒さに耐えることができます。ジョイントにより漏れが発生しません。汚れや雑菌の侵入も防ぎます。材質は金属ではないので錆びません。化学物質とは反応しません。これにより、水、ガス、その他の液体がパイプ内を移動する際に安全に保たれます。 電気融着継手は、 鉱山、沖合現場、遠隔地などの硬い場所でうまく機能します。頑丈な構造と設置時の慎重な手順が人々と自然を守ります。
考慮事項
必要な機器
電気融着フィッティングを適切に取り付けるには、適切なツールが必要です。設置者はフュージョン コントロール ユニットを使用します。溶融時の熱と時間をチェックするユニットです。強力で安全な接合部を作るのに役立ちます。作業者はスクレーパー、クランプ、糸くずの出ないワイプも使用します。これらのツールはパイプを掃除し、汚れや古い層を取り除きます。パイプが汚れていると、接合部が弱くなる可能性があります。誰もがこれらのツールの使用方法を学ぶことが重要です。
機器の種類 |
前払い費用の説明 |
コストと生産性に関する追加の注意事項 |
電気融着装置 |
機械や部品などの初期費用が高い |
トレーニングが必要です。将来の修理コストやダウンタイムコストを削減できる |
手動バットフュージョン装置 |
初期費用が低く、小規模なプロジェクトに適しています |
オペレーターに依存し、スループットが低下する |
自動突合せ固定装置 |
手動よりも初期費用が高くなりますが、長期的な費用は低くなります |
生産性の向上、人件費の削減 |
インストールの課題
電気融着フィッティングを取り付けるときに発生する可能性のある問題がいくつかあります。
クランプが正しく使用されていないと、パイプが整列しなかったり、接合部が弱くなったりする可能性があります。
機器が正しく設定されていないと、加熱が失敗したり、接合部が強くなったりする可能性があります。
冷える前にジョイントを動かすと亀裂が入る可能性があります。
溶接面が汚れると接合部の強度が低下します。
非常に暑いまたは寒い天候、および濡れたパイプは溶接を損傷する可能性があります。
従業員が十分なトレーニングを受けていないと、ミスがより頻繁に発生します。
高額な初期費用、供給品の入手困難、偽造部品なども問題を引き起こす可能性があります。
作業者は溶接面に汚れや汚染がない状態を保たなければなりません。接続中はパイプが水中に浸入しないようにしてください。非常に暑かったり寒かったりする場所では、特別なツールを使用してパイプの動きすぎを防ぎます。接合部の強度を保つために、冷却中にパイプが動いてはなりません。
適切なトレーニングは、従業員がパイプの掃除や整列などのあらゆる手順を正しく行うのに役立ちます。たとえ最適なフィッティングであっても、仕事が下手であれば機能しません。
制限事項
環境またはパイプ内の一部の物質により、電気融合が困難になる可能性があります。掘削時に発生するベントナイトのスラリーがパイプを覆い、パイプの結合を妨げる可能性があります。融着部分に傷や切り傷があると、汚れがたまり、接合部が弱くなる可能性があります。 HDPE パイプは、パイプを引き抜いた後、接合する前に休ませる時間が必要です。パイプが曲がったり、圧力がかかったりすると、ジョイントが破損する可能性があります。大きなパイプや長い直線の場合、 強力な接合を実現するには、FusingX などの突合せ融合継手 の方が良い選択かもしれません。
電気融着継手により、漏れのない接合部が作成されます。これらのジョイントは、水道、ガス、工場システムの安全を保つのに役立ちます。金具は錆びずに長持ちします。簡単に装着できるので、さまざまな作業に使用している人が多いです。
よくある質問
電気融着継手の主な利点は何ですか?
電気融着継手により、漏れのない接合部が作成されます。丈夫で長持ちします。設置者は狭い場所や狭い場所で使用します。これらの継手は、水道、ガス、化学配管に使用できます。錆びず、何年も安全です。信頼性が高いため、多くの業界で使用されています。
電気融合プロセスはバットフュージョンとどう違うのですか?
エレクトロフュージョンでは、フィッティング内に加熱コイルがあります。コントロールユニットが熱と時間を設定します。 突合せ融着では 、ホット プレートを使用してパイプの端を加熱します。次に、両端が互いに押し付けられます。電気融着は修理や狭いスペースに適しています。バットフュージョンは、大きくて真っ直ぐなパイプに最適です。
電気融着継手を取り付けられる人はいますか?
訓練を受けた作業者のみが電気融着接続具を取り付けてください。この作業には特別な工具ときれいなパイプが必要です。トレーニングは従業員が間違いを避けるのに役立ちます。多くの企業がその方法を人々に教えています。適切に設置すると、接合部が強くなり、パイプが安全になります。
どのタイプのパイプが電気融着継手で使用できますか?
電気融着継手は HDPE パイプと MDPE パイプを接合します。さまざまなサイズや形状にフィットします。設置業者は水道、ガス、工場の配管に使用します。これらの継手は厳格な安全規則に従っています。
代わりにバット フュージョン フィッティングを選択する必要があるのはどのような場合ですか?
突合せ融着継手は、 大きなパイプや長い直線に最適です。強くて丈夫な接合が必要なプロジェクトでは、突合せ接合が使用されます。 FusingX には、これらの作業に適した多くの突合せ融合継手が用意されています。
 English
English  العربية
العربية  Français
Français  Русский
Русский  Español
Español  Português
Português  Deutsch
Deutsch  italiano
italiano  日本語
日本語  한국어
한국어  Nederlands
Nederlands  Tiếng Việt
Tiếng Việt  ไทย
ไทย  Polski
Polski  Türkçe
Türkçe  አማርኛ
አማርኛ  ພາສາລາວ
ພາສາລາວ  ភាសាខ្មែរ
ភាសាខ្មែរ  Bahasa Melayu
Bahasa Melayu  ဗမာစာ
ဗမာစာ  தமிழ்
தமிழ்  Filipino
Filipino  Bahasa Indonesia
Bahasa Indonesia  magyar
magyar  Română
Română  Čeština
Čeština  Монгол
Монгол  қазақ
қазақ  Српски
Српски  हिन्दी
हिन्दी  فارسی
فارسی  Kiswahili
Kiswahili  Slovenčina
Slovenčina  Slovenščina
Slovenščina  Norsk
Norsk  Svenska
Svenska  українська
українська  Ελληνικά
Ελληνικά  Suomi
Suomi  Հայերեն
Հայերեն  עברית
עברית  Latine
Latine  Dansk
Dansk  اردو
اردو  Shqip
Shqip  বাংলা
বাংলা  Hrvatski
Hrvatski  Afrikaans
Afrikaans  Gaeilge
Gaeilge  Eesti keel
Eesti keel  Māori
Māori